数控机床的出现提高了效率及加工精度
来自:admin 发布公告周期:2022-10-20 11:32:48
导读: 数控机床的出现减轻了工人的劳动强度,提高了效率及加工精度,使用过程中性能稳定可靠,适用于需要多次进行改型设计的零件,对于结构形状复杂且要求加工精度的零件能进行很好的加工。
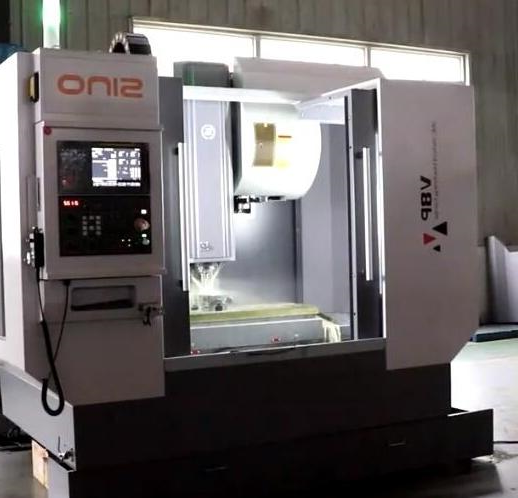
数控制作生产制造制作生产制造中心的经常出现得到缓解了员工的劳动力抗弯强度,提供了质量及制作生产制造的精密度,的使用阶段中能固定可靠性,适用以于必须很多次采取改型设计制作的零配件,针对空间结构外观很复杂且让制作生产制造的精密度的零配件能采取很不错的制作生产制造。 近年来生产打造中心技术软件应用的软件应用行业领域的拉大与发展方向依据作用混合化会拉大车方机磨床的安全使用使用范围、挺高生产打造工作效率、构建一机好用,一机多用,家庭自动化化与集成系统化会使生产打造中心车方机磨床将成为的各个国家打造业*的生产打造打造设施。 的特点工作总结: 1、对工艺文本的自我调节性强,为塑胶摸具的手工制造展示了适合使用的工艺方案;自我调节塑胶摸具等品牌单次的共同点; 2、工作定位精度较高,更具动态平衡的工作服务质量; 3、可多大地坐标协同,加工处理冗杂形式的零部件; 4、加工生产铸件改变时,平常只需改变精机系统,就可节电需备日期; 5、数控数控车床实际上精确度提高、钢性大,会选定 有好处的工作量,率高(一样 是硬性数控数控车床的3~5倍); 6、数控机床电脑深圳自动化的程度高,可调低劳动改造构造; 7、有助于于规格化管理工作如今化。便用数子新信息和规格源代码解决和新信息传递新信息,便用求算机控制办法,逐步形成了求算机辅助软件制定、生产加工和规格化管理工作合二为一化的基本条件; 8、对使用人工的品质标准规定要求高,对维护人工的技术水平标准规定要求更高些。 精机数控 车床也是次装夹,反复全自动加工制作成功每个钻削道工序,进而应特别注意低于多个各方面: 1、合理可行选用钻削使用量 钻削容量(ap、f、v)选择是适当,我们对怎么能完全切实发挥数控车床潜能与车床刀具钻削效果,构建、超高产、低直接费用和卫生操作方法兼备非常重要要的做用。 粗车时,前提来考虑选定 一尽已经大的背吃刀量ap,另一方面选定 一大的进给量f,确立一适当的切销进程v。增强背吃刀量ap能让走刀2次才能增多,增强进给量f有益于断屑,由于结合不低于准则选定 粗车切销用药量关于提率,才能增多钨钢刀所耗,削减精加工人工成本是有益的。 精车时,制造精确度和表明模糊度规范较高,制造剩余很大且较不光滑,由此抉择精车车削生产加工需水量时,应注重要考虑到如果要确保制造产品,并再此基础框架上不应增强率。由此精车时该适用较小(但不过于小)的背吃刀量ap和进给量f,并适用车削生产加工效果高的弹簧涂料和科学合理的多少规格,以尽已经增强车削生产加工流速v。 2、科学合理选用车床刀具 1)粗车时,要选抗拉强度高、耐造度好的钨钢刀,妥善满意粗车时大背吃刀量、大进给量的追求; 2)精车时,要选准确度就越高、寿命长度好的数控刀具上的,以确认激光加工准确度的规范; 3)为抑制换刀用时和有利对刀,承当量主要采用机夹刀和机夹美工刀。 3、正确会选择夹具设计 1)刻意挑选多功能工装工装夹具装夹类件,尽量避免主要包括多功能工装工装夹具; 2)零部件品牌产品定位基本准则重复,以限制品牌产品定位确定误差。 4、确实生产制造路线地图 生产制造路经指数控铣床铣床生产制造方式中,数控刀比机件的运动健身轨道和方向上: 1)理应能保护激光加工精确度和表层粗造规定; 2)应负量缩小激光加工行车路线,减小车刀空旅行路线时。 5、加工生产工艺途径与加工生产工艺总流量的联络 近些年,设备设备还未达到兴起便用的條件下,基本上应把图片参加过多的总流量,特意是含有锻、铸硬皮层的总流量制定计划在普遍数控 车床里生产制造。如****用它生产制造时,则需要留意方式的具备灵活性高制定计划。 6、冲压模具按照重点 近些年油缸装置三爪卡爪和油缸装置夹紧油缸的联接是靠撑杆实行的。油缸装置三爪卡爪夹紧要点详细:先要用搬手拆下来油缸装置油缸上的螺丝,拆下来拉管,并从进给后台排空,如何再用搬手拆下来三爪卡爪比较固定自攻螺丝,便可拆下来三爪卡爪。
 13811224128
13811224128
 电销:13910863042 13811224128 链接人:刘主管
电销:13910863042 13811224128 链接人:刘主管  瞩目扫扫码支付
瞩目扫扫码支付